
 English
English 中文简体
中文简体 русский
русский

Ф120mm 20D Cold Feed Vacuum Rubber Extruder
Cat:Extruder Series
Motor Power: 110 kWMaximum Output: 700 kg/h
See Details
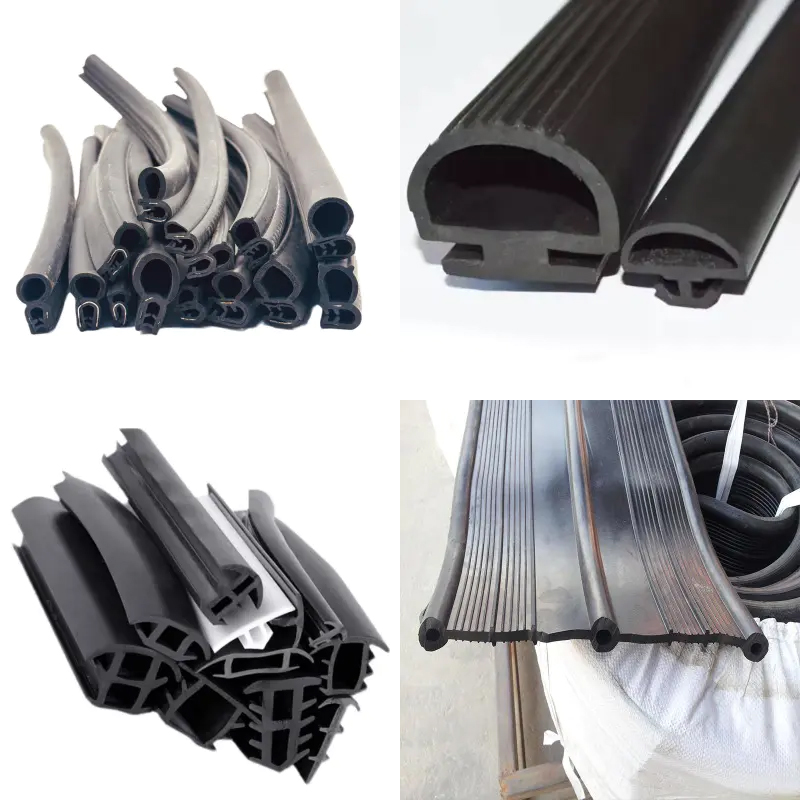
Silicone rubber extrusions are widely used in automotive sealing systems, medical tubing, electrical insulation, food-grade equipment, and architectural profiles. Dimensional consistency is one of the primary requirements because even a slight variation can influence assembly, sealing performance, and product lifespan.
Many engineers notice that an extrusion leaving the die appears accurate, yet several hours after vulcanization and cooling, the dimensions are no longer identical. This is not necessarily a manufacturing defect. Silicone naturally experiences physical and chemical changes throughout the curing process, and understanding these changes helps improve product quality and tooling design. Material formulation, die geometry, curing conditions, cooling rate, and production parameters all contribute to the final profile dimensions. Industry experience also shows that Silicone Rubber Extrusion Manufacturers often compensate for predictable shrinkage during die development rather than attempting to eliminate it.
Extrusion forms the profile shape, but vulcanization transforms uncured silicone into an elastic material through cross-linking. During this transition:
These combined effects produce measurable dimensional variation that generally falls within the design allowance established during tooling development. Silicone compounds commonly exhibit cure shrinkage in the range of approximately 1.3%–4%, although the actual value depends on compound formulation and curing method.
Cross-linking does not stop immediately after the profile exits the curing tunnel. Additional network formation may continue during post-curing, allowing molecular chains to settle into a more stable arrangement. This natural transition slightly reduces the overall dimensions of the extrusion.
Profiles produced from different silicone grades can display noticeably different shrinkage behavior even under identical processing conditions.
Silicone behaves like a viscoelastic material.
Pressure inside the extrusion die stores elastic energy. After the material exits the die, the profile expands temporarily, a phenomenon commonly called die swell.
During vulcanization, part of this expansion disappears as curing progresses.
This explains why the profile measured immediately after extrusion often differs from the finished product dimensions.
Temperature reduction is another contributing factor. Silicone leaves the curing oven at temperatures that may exceed 200°C depending on the production process. As the material cools:
Uniform cooling generally produces more predictable dimensions than rapid or uneven cooling.
Not every silicone compound behaves identically.
The formulation directly affects viscosity, elasticity, cure characteristics, and dimensional stability.
| Compound Factor | Possible Influence |
| Filler loading | Lower overall shrinkage and improved rigidity |
| Silicone hardness | Softer grades may deform more easily |
| Platinum or peroxide curing system | Different cure characteristics |
| Pigments | Minor influence on heat transfer |
| Additives | May modify flow behavior and stability |
Equipment settings are equally important.
Higher throughput changes residence time inside the barrel and may alter pressure distribution.
Material flow becomes less consistent, affecting profile geometry.
An excessive puller speed stretches the extrusion.
A slower puller allows the profile to compress.
Modern production lines often maintain puller speed within approximately ±0.5% for tight dimensional tolerances.
Even relatively small fluctuations inside the barrel or die influence silicone viscosity.
Stable PID temperature control helps maintain repeatable profile dimensions throughout long production runs.
| Parameter | Typical Range |
| Silicone hardness | 30–80 Shore A |
| Curing temperature | 180–250°C |
| Typical cure shrinkage | 1.3–4.0% |
| Die temperature variation | Within ±1°C |
| Puller speed tolerance | Within ±0.5% |
Actual values vary according to compound type, profile geometry, and production equipment.
Complex profiles rarely shrink uniformly. Examples include:
Thin sections heat more rapidly than thick sections. Corners cool differently from straight walls. Hollow chambers respond differently compared with solid sections. Engineers usually compensate through die design instead of expecting identical shrinkage across every feature.
Complete elimination is unrealistic because dimensional change is part of silicone's curing behavior. Manufacturing focuses on controlling variation rather than removing it. Effective practices include:
Experienced Silicone Rubber Extrusion Manufacturers generally establish statistical process control based on historical production data, allowing predictable dimensional consistency across different production batches instead of relying solely on equipment adjustments.
Dimensional inspection should take place only after the profile has stabilized.
Many manufacturers evaluate:
Comparing measurements immediately after extrusion with measurements taken after full stabilization provides valuable information for future die optimization.
Dimensional variation after curing is a normal characteristic of silicone extrusion rather than an indication of poor manufacturing. Polymer cross-linking, die swell, thermal contraction, compound formulation, equipment settings, and profile geometry all influence the finished dimensions. Understanding these relationships enables engineers to predict shrinkage more accurately and maintain stable production over extended manufacturing cycles.
Consistent material quality, carefully developed tooling, stable process control, and systematic inspection remain the practical foundation for producing reliable silicone profiles that satisfy demanding industrial applications.

Motor Power: 110 kWMaximum Output: 700 kg/h
See Details
Motor Power: 55 kWMaximum Output: 320 kg/h
See Details
Motor Power: 37 kWMaximum Output: 150 kg/h
See Details
Motor Power: 160 kWMaximum Output: 1000 kg/h
See Details
Product AdvantagesThis production line is primarily used for manufacturing rubber products that are ...
See Details
Motor Power: 315 kWMaximum Output: 2,000-2,400 kg/h
See DetailsSilicone rubber extrusions are widely used in automotive sealing systems, medical tubing, electrical......
READ MOREThe demand for faster, more controlled thermal processing has pushed industrial heating technolo......
READ MOREThe evolution of the rubber extrusion production line is no longer limited to shaping seals, tubes, ......
READ MORE
Rubber Extrusion Machine and Equipment